今回は遠心コンプレッサー設置時は必ず考慮されなければならないSettle out Pressureについて解説します。
Settle out Pressureとは、プラントが急停止(Emergency Shut Down)した時など、遠心コンプレッサーのアンチサージ弁が開くことで、高圧側の流体が低圧側(吸込側)に流入することで、低圧側にかかる圧力のことです。

この時にかかる圧力はコンプレッサー前後の差圧が大きいほど大きくなり、低圧側の設計圧力がSettle out Pressureに耐えうる圧力でないと、配管、機器の破損、事故を引き起こす可能性があります。
そのため、遠心コンプレッサーの低圧側(吸込側)はSettle out Pressure以上の設計圧力を持っていなければなりません。
プラントの新設、改造で遠心コンプレッサーを設置しようとする際は、必ずSettle out Pressure考慮して下さい。
また、身近なプラントで遠心コンプレッサーがある場合、その低圧側(吸込側)がSettle out Pressureに耐えうる設計圧力になってることを確認してみて下さい。
合わせて読みたい
・プロセスエンジニアって何をする仕事?
・プラントエンジニアはブラックか?プラント設計概要と共に解説
・【ポンプ】遠心ポンプの締め切り圧力(Shut-off Pressure)とは?設計圧力との関係
・【ポンプ/圧縮機】プラントで使用される回転機の駆動源選定の主な検討事項について解説
・【圧縮機】コンプレッサー(Compressor)の種類と特徴の解説
・【圧縮機】遠心コンプレッサーのサージングとその対策方法について
・【圧縮機】スピルバック制御とは?往復動圧縮機の運転制御について解説
・【圧縮機】往復動圧縮機の容量調整方式の特徴について解説
・【圧縮機】遠心圧縮機の風量調整方式の特徴について解説
・【圧縮機】コンプレッサーの設計の留意点について解説
・【圧縮機】往復動コンプレッサーの脈動と振動の低減対策について解説
・【タービン】化学プラントで使用される蒸気タービンの種類と特徴の解説
・「設計圧力」「最高運転圧力」「最高使用圧力」は何が違う?各圧力について徹底考察
・【プラント設計基礎⑧】設計圧力、設計温度の決定方法の解説
・設計圧力を超過したプラント運転が許容される?Short term conditionについて解説
・安全弁の吹下り圧力(Blow down)とは?設計圧力・最高運転圧力との関係
Settle out Pressureの詳細説明
通常運転時
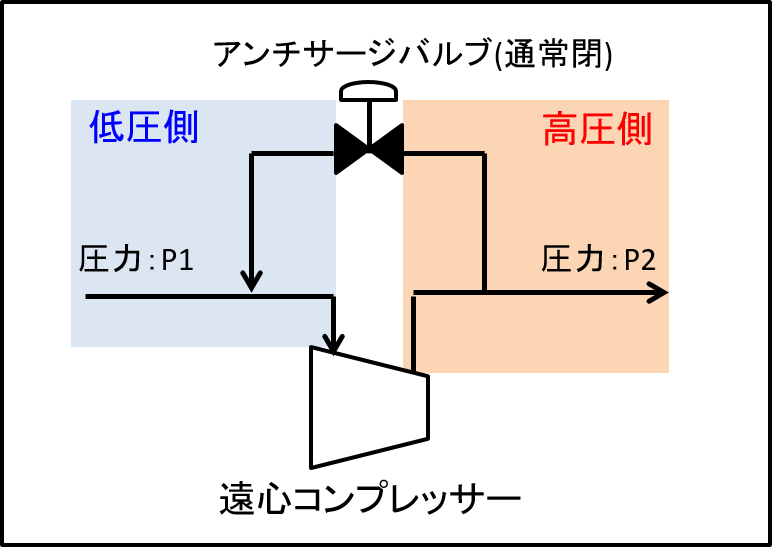
まず、通常運転時のコンプレッサー前後の圧力について考えます。
図で示した簡易的なフロー図では、低圧側(吸込側)の圧力はP1、高圧側(吐出側)の圧力はP2となっています。コンプレッサーによりP1からP2へ昇圧する、というフローになっています。
アンチサージバルブは、その名の通りコンプレッサーのサージング(surging)を防ぐためのバルブなので、通常運転時は閉のままです。
補足:遠心コンプレッサーは設計点から外れた運転すると、「サージング」という現象が発生します。サージング発生すると、逆流や激しい振動がおこり、運転継続が不可能となり、コンプレッサーの破損に繋がります。これを防ぐために、コンプレッサーの設計では、サージング領域に運転点が入らないよう、この領域に近付いたら、アンチサージバルブを開き、サージング領域を回避するようにしています。
プラント緊急停止時
続いて、何らかのトラブルでプラントが緊急停止した時の挙動について考えます。
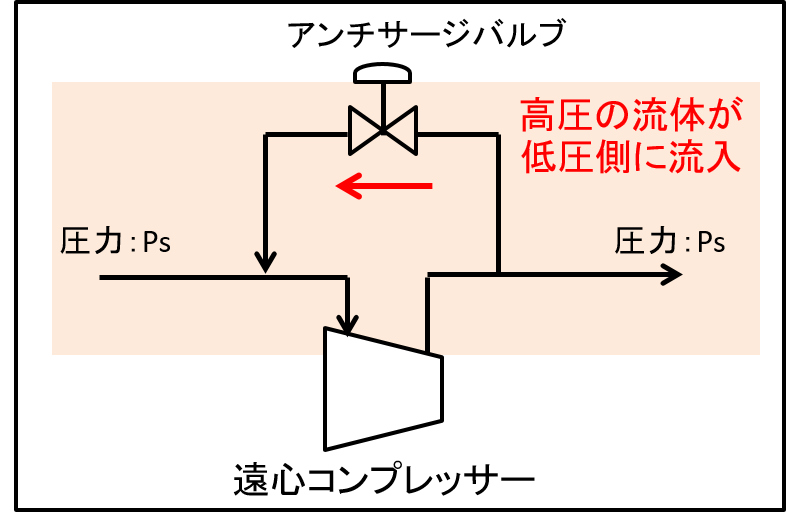
プラントが緊急停止すると、ガスの供給が止まりますから、コンプレッサー側は、サージングを回避するために、アンチサージバルブを開ける信号を送ります。このとき、バルブが急に開になったことで、高圧側の流体が勢いよく低圧側に流入します。
その結果、低圧側(吸込側)と高圧側(吐出側)が混ざり合い、圧力が均等化され、Psという圧力になります。このPsがSettle out Pressureです。
なお、通常運転時の圧力P1、P2とSettle out Pressure Psとの大小関係は、P1<Ps<P2です。
Settle out Pressureの算出方法
Settle out Pressureの算出式は以下の通りです。
Settle out Pressure算出式
$$P_s=\frac{\sum{}{}{P_{i}V_i}}{\sum{}{}{V_i}}$$
Ps:Settle out Pressure
Pi:各機器の運転圧力
Vi:各機器ガス相の体積
計算例として、以下のようなフロー図を考えます。
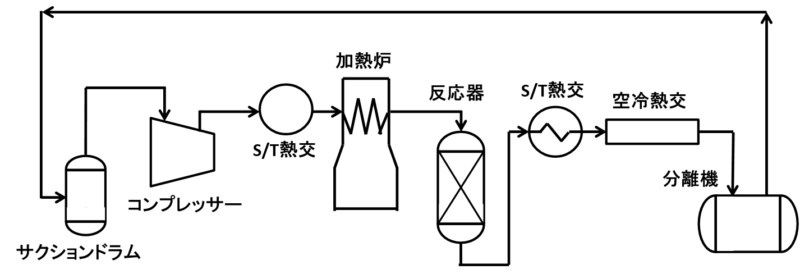
機器構成と、体積V、運転圧力P、PVの値は以下の通りとします。
| 機器 | 体積V [m3] | 運転圧力 [MPaA] | PiVi |
| サクションドラム | 7.0 | 1.9 | 13.3 |
| S/T熱交(一番目) | 5.0 | 2.9 | 14.5 |
| 加熱炉 | 2.0 | 2.8 | 5.6 |
| 反応器 | 10 | 2.7 | 27 |
| S/T熱交(二番目) | 7.0 | 2.4 | 16.8 |
| 空冷熱交 | 2.0 | 2.2 | 4.4 |
| 分離機 | 10 | 2.1 | 21 |
| Total | 43 | - | 102.6 |
このときのSettle out Pressure,Psを計算すると、
$$P_s=\frac{102.6}{43}=2.39 $$
ですので、Settle out Pressureは2.39 [MPaA]と計算できました。
ここで注目すべきはサクションドラムの設計圧力です。サクションドラムの設計圧力が2.39MPaA以上であれば特に問題ありません。
しかし、もしそれ以下の設計圧力だと、サクションドラムの板厚計算・強度計算のやり直しや機器の発注、製作まで進んでしまっていたら製作のやり直しとなり、プロジェクト全体に大きなコストインパクトを与えてしまいます。
そのため、Settle out PressureのはPFD作成後、機器のデータシート作成・P&ID作成時の段階で計算しておくべきです。
PFD作成~P&ID作成を解説した記事は以下の通りです。本記事と合わせてどうぞ。
【プラント設計基礎③】プロセスフロー図(PFD)、マテリアルバランス
【プラント設計基礎④】運転法案(POD作成)~P&ID作成の準備~
【プラント設計基礎⑤】P&ID~プラント建設プロジェクトにおける位置づけ~
まとめ
Settle out Pressureの説明・算出方法について解説しました。Settle out Pressureは、遠心コンプレッサーのアンチサージ弁が開くことで、高圧側の流体が低圧側(吸込側)に流入することで、低圧側にかかる圧力のことです。
遠心コンプレッサーの低圧側(吸込側)はSettle out Pressure以上の設計圧力を持っていなければいけないことにご注意下さい。
Settle out Pressureの計算はプロセス担当のプラントエンジニア(プロセスエンジニア)の仕事の一つです。
P&ID作成時には計算することを忘れないようにして下さい。
この記事が役に立てば幸いです。ではまた他の記事でお会いしましょう。